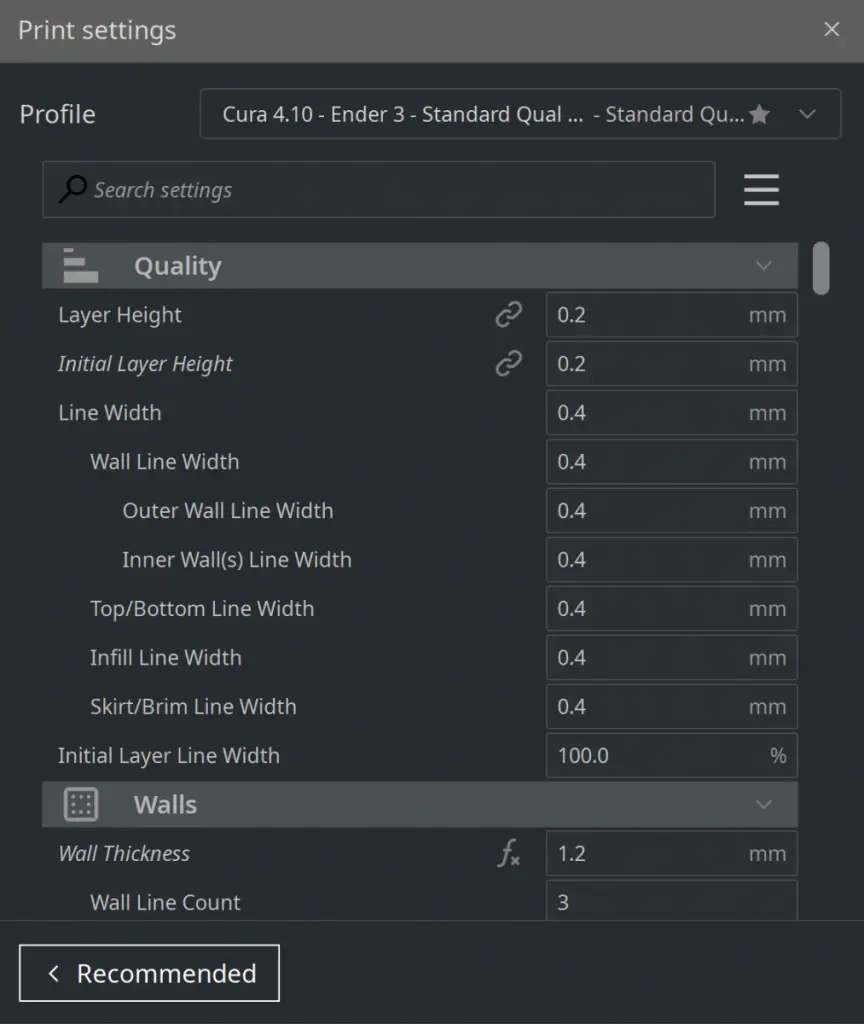
Resolution in 3D printing is the minimum distance the nozzle can travel from one point to another on a certain plane. The X and Y planes run across the bed and the Z movement is the layer height. A high resolution makes parts smoother around the edges, but does it also make your 3D prints stronger?
Small prints, under 4cm tall, are stronger at high resolutions because there’ll be fewer gaps within the print. With a 0.4mm nozzle, you’ll get very strong prints at 0.1mm to 0.2mm layer heights without adjusting other settings. Thicker layers require some slicer adjustments for optimal strength.
Use a lower resolution for bigger prints and adjust the extrusion settings appropriately. If you increase the layer height, you need to increase other parameters like temperature and flow rate to avoid under-extrusion. I’ll link to articles that show you how to do that further below.

However, if you’re using a bigger nozzle, like 0.8mm, layer heights of 0.2mm to 0.4mm, make strong prints without messing with the slicer extrusion settings. With standard settings, print parts with a layer height of 25 to 50% of your nozzle size to get strong parts.
There’s a certain consensus among the 3D printing community that thinner layers automatically strengthen prints because the hot nozzle stays close to the previously printed layers, keeping them warm enough to bond to new layers. This makes sense to me, but you should be able to get the same type of layer adhesion on low-resolution prints if you increase some other settings in the slicer.
Increase the temperature and flow rate to accommodate thicker layers and you should end up with a part that’s just as strong as another with a high resolution.
Basically, if you’re looking for more strength in your 3D prints, there are far better ways to achieve it than optimizing layer height. Wall/shell thickness, for example, is the most important factor in printing strong parts, followed by the infill density, and infill pattern.
What Is A Good Resolution For 3D Printing?
A good resolution for 3D printing is 0.1mm to 0.2mm with a 0.4mm nozzle. But no matter the nozzle you have, 25 to 50% of the bore size normally works well. So 25 to 50% of an 0.8mm nozzle is 0.2mm to 0.4mm layer height. Just don’t exceed 80% of the nozzle size, for example, the maximum layer thickness of 0.32mm with a 0.4mm nozzle.
If you increase the layer thickness, adjust the other settings that affect flow rate to avoid under-extrusion.
Smaller parts, like something you’d put on a key ring, with fewer than 200 layers, will always benefit from high resolutions. Not only because of the added detail but because there should be fewer gaps inside the part. Thinner layers fill the space up inside small parts more effectively.
Layer height doesn’t affect the quality of the part much if there aren’t that many diagonal angles or curves in it. A cube is an example of a shape that will not benefit from a reduced layer height. So use a low layer height for printing organic shapes like people, animals, and nature.
How To Make A 3D Print Stronger
Increase the shell/wall thickness of the 3D print in the slicer to get the best plastic to strength ratio. Use a strong infill pattern like triangular because it doesn’t collapse into itself. That’s why buildings have beams that form triangles. Increase the infill density and calibrate the flow rate.
The triangles pattern is the strongest according to the results on CNC Kitchen’s comprehensive pattern strength comparison.
You can make 3D parts stronger by increasing the infill density. This costs more filament and time to print, but it will make the part stronger.
The strongest infill pattern at 100% infill is the rectangular pattern because it fills the part up without leaving gaps inside as other patterns would. However, I would still only go up to 80% or 90% with infill density to leave some room for minor over-extrusion. 80% is usually very adequate even if you need to turn screws into it.
To get stronger prints, here’s an article with an in-depth look at the strongest infill patterns and densities, Strongest Infill Patterns.

Do Thinner Layers Make A Stronger Part?
Thinner layers can make small parts stronger. Parts of this size have fewer than 200 layers. On parts with over 200 layers, decreasing the layer height won’t increase the strength in my experience. With larger parts, layer heights of 50% to 80% of the nozzle size, 0.2mm to 0.32mm height with a 0.4mm nozzle.
Adjust the flow rate and temperatures if you’re using a layer height anywhere above 50% of your nozzle size. Here’s an article to help you do that. 3D Printer Flow Rate Calibration
Layer heights between 25 to 50% of the nozzle bore size are usually the strongest without needing to adjust the flow rate and temperatures to accommodate thicker layers.
The following video confirms the above and also mentions how the thicker layers did not extrude properly.
Why Are My Prints Weak?
Your prints might be weak if you’re printing too fast. Other common causes include inferior, brittle, or moist filament. Inferior filament doesn’t have a consistent thickness and also contains unwanted particles that lead to under-extrusion and blockages.
Brittle or moist filament won’t melt properly, meaning layers won’t adhere to each other effectively.
Besides the filament, your slicer settings may be a bit off. If your prints are breaking easily, calibrating the flow rate is probably the best thing to do first.
How To Remove Moisture From Filament
The most cost-effective way to remove moisture from the filament is to pop it into the oven at a very low temperature. Set the oven at 16 to 27 degrees C at most. (60 to 80 degrees Fahrenheit) For a more professional way of drying your filament, use a product like this dryer on amazon.com. Another option is to use a hairdryer to warm it up for a few minutes.
Moisture in the filament can cause clogging, stringing, poor adhesion, layer shifts, and other errors. The filament dryer linked above is the most popular choice and is trusted by many thousands of happy customers.
Keep The Filament Out Of Direct Sunlight
Sunlight will cause the filament to become brittle as the UV rays deteriorate it. Try to keep it away from windows or skylights.
Related Articles
- What Is 3D Printer Resolution?
- Create a Temperature Tower Using Cura – The Easy Way
- Cura Profiles
- How to Print a File from Thingiverse (The Easy Way!)
- Best 3D Printer Under $300
Conclusion
While thinner layers like 0.1mm to 0.2mm work well to make strong prints when using a 0.4mm nozzle, thicker layers only require some extrusion adjustments to be just as strong. For small parts that have few layers, thinner layers will help to create a more solid part.
Unless there are problems with the visual quality of your print, I would rather increase the wall/shell value in the slicer, this is the best way to strengthen a part.
Besides thicker perimeters, you can also change the infill pattern to a stringer one like triangular and also increase the infill density. But when it comes to layer height, I only adjust that when I need a smoother finish on highly detailed prints or parts that have a lot of diagonal curves in it, not to increase strength.
Make sure you check out our YouTube channel, and if you would like any additional details or have any questions, please leave a comment below or join us on Discord. If you liked this article and want to read others click here.